
6.1 کلیات راهاندازی و عملیات CNC
راهاندازی و عملیات CNC، طبق شکل 1 پیش میرود.
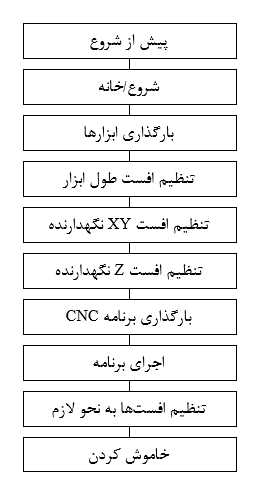
شکل 1- عملیات CNC
پیش از شروع
قبل از شروع ماشین، اطمینان حاصل کنید که سطح روغن و سطح خنککننده پر باشند. در صورت عدم اطمینان در مورد چگونگی سرویس کردن آنها، راهنمای تعمیر و نگهداری ماشین را بررسی کنید. اطمینان حاصل کنید که وسیله یا تجهیزات شل در محل کار وجود ندارد. اگر ماشین نیاز به یک منبع هوا دارد، اطمینان حاصل کنید که کمپرسور روشن است و فشار، مطابق با نیاز ماشین است.
شروع/خانه
ماشین و کنترل را روشن کنید. قطعکننده اصلی در پشت ماشین واقع شده است. دکمه شروع ماشین در گوشه بالا سمت چپ در صفحه کنترل قرار دارد.
بارگذاری ابزارها
ابزارها را طبق فهرست ذکر شده در لیست ابزار برنامه CNC، در کاروسل ابزار بارگذاری کنید.
تنظیم افست طول ابزار
برای پیدا کردن و سپس تنظیم TLO برای هر ابزار مورد استفاده، ماشین را جابهجا کنید.
تنظیم افست XY نگهدارنده
هنگامی که گیره یا یک ابزار نگهدارنده، به درستی نصب شده و بر روی ماشین قرار گرفته باشد، افست نگهدارنده را بر روی مبدا XY قطعه تنظیم کنید.
تنظیم افست Z نگهدارنده
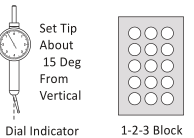
با استفاده از نشانگر شمارهگیر و بلوک 1-2-3، افست Z را پیدا کرده و تنظیم کنید.
بارگذاری برنامه CNC
برنامه CNC را با استفاده از RS-232، فلش یا فلاپی، از کامپیوتر خود بر روی کنترل ماشین دانلود کنید.
اجرای برنامه
تا زمانی که مشخص شود که برنامه بدون خطا است، آن را با احتیاط مضاعف اجرا کنید.
تنظیم افستها به نحو لازم
ویژگیهای قطعه را بررسی کنید و رجیسترهای CDC یا TLO را طبق نیاز تنظیم کنید تا اطمینان حاصل شود که قطعه، داخل چهارچوب طراحی قرار دارد.
خاموش کردن
ابزار را از اسپیندل جدا کنید، محل کار را تمیز کنید و ماشین را خاموش کنید. اطمینان حاصل کنید که محل کار را تمیز کرده و ماشین و ابزار را در محل و شرایطی که آنها را برداشتهاید قرار دادهاید.
هشدار
هرگز دستگاه CNC یا هر تجهیز فروشگاهی را مگر اینکه در مورد استفاده آن به درستی آموزش دیده باشید اجرا نکنید. همواره کاملا مراقب باشید. قوانین ایمنی را رعایت کنید.
6.2 افستهای ابزار و ماشین
افست XY نگهدارنده
شکل 2 یک نمای کلی از نحوه عملکرد افست XY را نشان میدهد. اپراتور CNC مقادیر افست نگهدارنده را با جابهجا کردن ماشین از موقعیت خانه تا مبدا برنامه CNC پیدا میکند. این نقطه تا زمانی که بتوان آن را با ابزار مکانیکی مانند لبهیاب یا پروب قطعه یافت، میتواند هر نقطهای روی قطعه، کالا یا نگهدارنده باشد.
فاصلههای X و Y افزایشی جابهجا شده بین نقاط، ثبت میشوند و وارد رجیستر افست نگهدارنده در کنترل CNC میشوند. رجیسترهای افست را مانند یک جدول در صفحه گسترده در نظر بگیرید. کنترل CNC، با هر بار فرمان حرکت، این مقادیر را در جدول به عنوان مرجع ذخیره میکند و آنها را در مختصات برنامه CNC اضافه یا کم میکند. به عبارت دیگر، افستهای XY نگهدارنده، مختصات ماشین را به مختصات WCS تبدیل میکند.
اکثر کنترلهای ماشین، حداقل 6 افست را که G54 تا G59 نامگذاری شده است پشتیبانی میکنند. رجیسترهای چندگانه مورد نیاز است؛ زیرا اکثر قطعات، برای هر سمت از ماشینکاری قطعه، یک افست نگهدارنده مختلف استفاده میکنند.
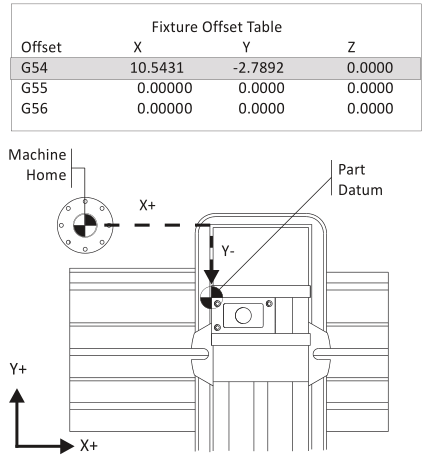
شکل 3- نمای کلی افست نگهدارنده
افست Z نگهدارنده، برای تغییر Z ماشین استفاده نمی شود. استفاده افست Z نگهدارنده، در موضوع بعدی توضیح داده شده است.
افست Z نگهدارنده
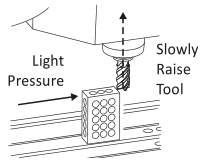
هدف از جابهجایی افست Z نگهدارنده، ثبت فاصله افزایشی از موقعیت تنظیم ابزار به مبدا قطعه است. موقعیت تنظیم ابزار میتواند یک پروب یا ابزار، یا همانطور که در شکل 10 نشان داده شده، بالای یک بلوک دقت 1-2-3 روی میز ماشین باشد. رویکرد نشان داده شده در شکل 10، شامل استفاده از یک شاخص شمارهگیر است. این فرایند در درس 6 (عملیات CNC: تنظیم افست Z نگهدارنده) به طور کامل توضیح داده شده است.
کنترل CNC، افست Z نگهدارنده و افست طول ابزار فعال را با یکدیگر جمع میکند تا فاصله نوک هر ابزار از خانه تا مبدا Z روی قطعه را محاسبه کند.
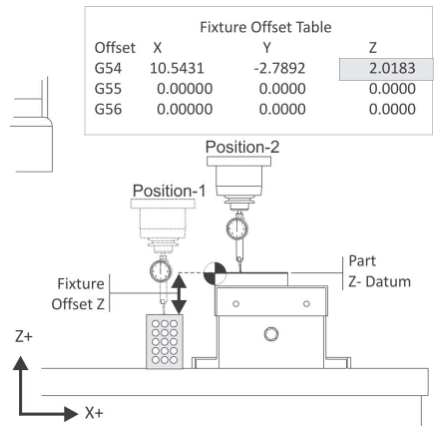
شکل 10- افست Z نگهدارنده
افست طول ابزار (TLO)
هر ابزار بارگذاری شده در ماشین، طول متفاوتی دارد. در حقیقت، اگر یک ابزار به دلیل سایش یا انحراف جایگزین شود، طول آن به احتمال زیاد تغییر خواهد کرد. زیرا تقریبا غیرممکن است که یک ابزار جدید را دقیقا در همان مکان قدیمی در نگهدارنده قرار دهیم. ماشین CNC به دانستن میزان گسترش هر ابزار از اسپیندل تا نوک نیاز دارد. این مساله با استفاده از افست طول ابزار (TLO) انجام میشود.
TLO توسط حرکت دادن اسپیندل با ابزار، از موقعیت Z خانه ماشین تا نقطه تنظیم ابزار بر روی ماشین پیدا میشود. این نقطه میتواند بالای پروب ابزار، یا همانطور که در شکل 11 نشان داده شده، بالای بلوک 1-2-3 روی میز ماشین باشد. فاصله عبوری از خانه تا بالای بلوک، ثبت میشود و مقدار به دست آمده، وارد رجسیتر TLO برای آن ابزار (به نام رجیستر H؛ زیرا حرف H پیش از آن در برنامه CNC میآید) میشود.
اگر ابزار ساییده یا دچار انحراف شود، میتوان آن را جایگزین کرد و رجیستر H را با تحریک دوباره روی بلوک 1-2-3 برای ابزار جدید ریست کرد تا برنامه بدون تغییر ادامه بیابد.

شکل 11- افست طول ابزار
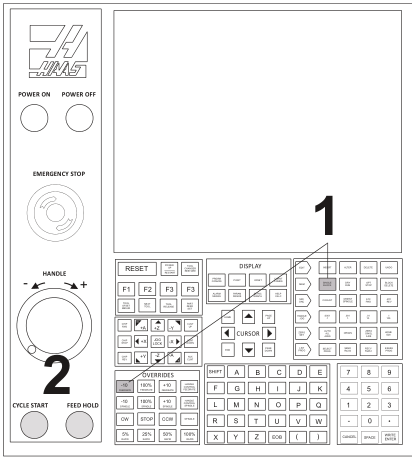
کنترل هاس
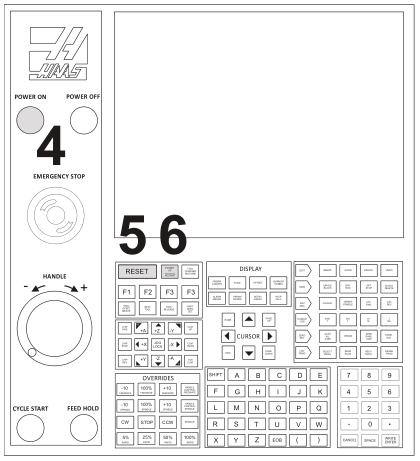
کنترل هاس در شکلهای 2 و 3 نشان داده شده است. با محل دکمهها و کنترلها آشنا شوید. دستورالعملهای دقیق در صفحات بعدی، نحوه کار با کنترل را نشان میدهد.
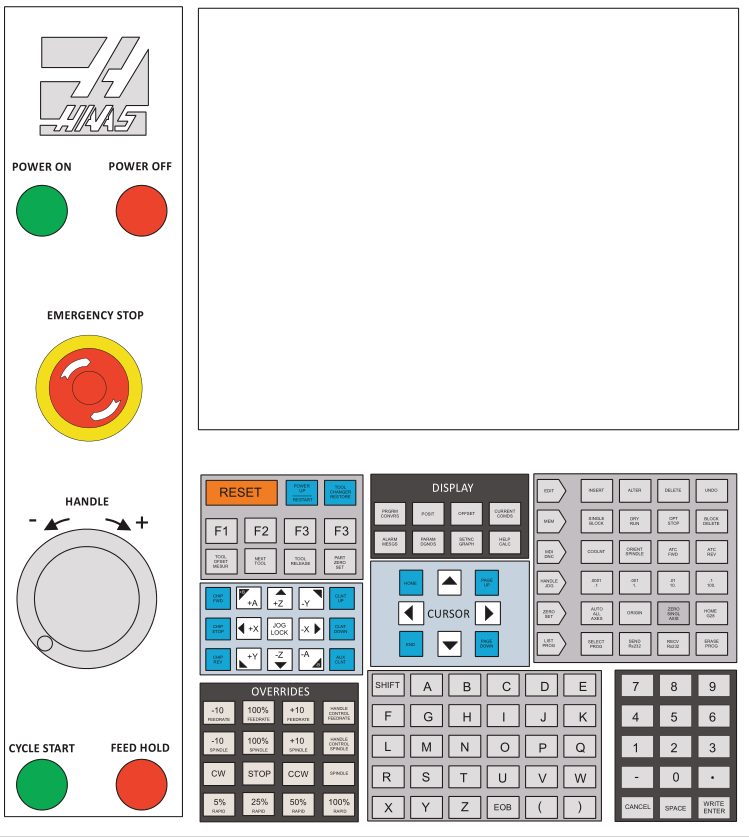
شکل 2- کنترل مته CNC هاس
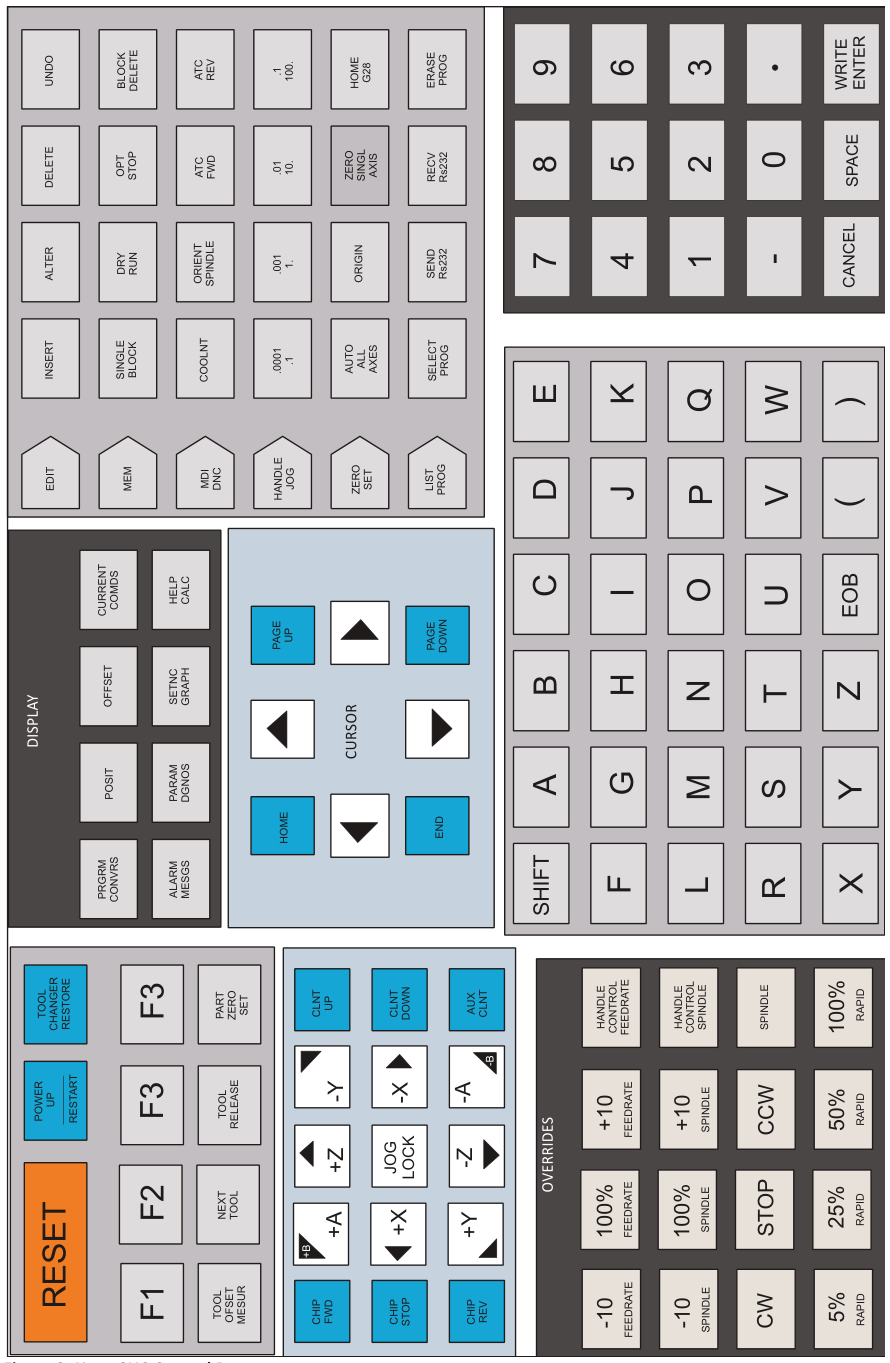
شکل 3- دکمههای کنترل CNC هاس
شروع/خانه ماشین
| لیست بررسی | دکمهها | |
| 1 | محل کار: تمیز | |
| 2 | منبع هوا: روشن/سالم
|
|
| 3 | قطعکننده اصلی: روشن | |
| 4 | POWER ON: فشار دهید.
|
 |
| 5 | RESET: فشار دهید. |  |
| 6 | POEWR UP/RESTART: فشار دهید.
|
 |
 |
||
بارگذاری ابزار
| لیست بررسی | دکمهها | |
| 1 | کلید MDI/DNC: انتخاب کنید. |  |
| 2 | شماره ابزار: وارد کنید.
|
 |
| 3 | ATC FWD: انتخاب کنید.
|
 |
 |
||
| 4 | موقعیت دهی ابزار در اسپیندل
اطمینان حاصل کنید که «استوانهها (dogs)» روی اسپیندل، با اسلاتهای روی نگهدارنده ابزار در یک ردیف قرار دارند. |
 |
| 5 | TOOL RELEASE: انتخاب کنید.
اطمینان حاصل کنید که ابزار قبل از آزادسازی، به طور ایمن توسط اسپیندل نگه داشته شده است. |
 |
| 6 | تکرار
مراحل 2 تا 5 را تا زمانی که همه ابزارها بارگذاری شوند تکرار کنید. |
|
 |
||
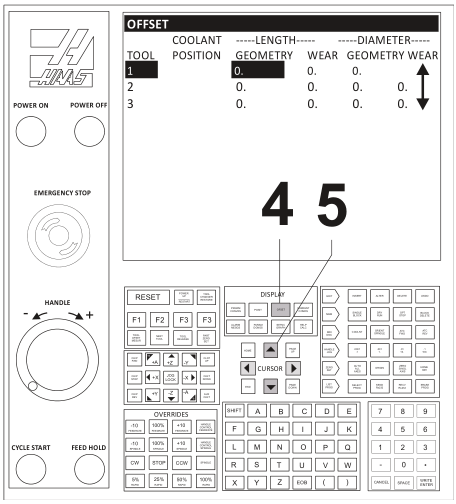
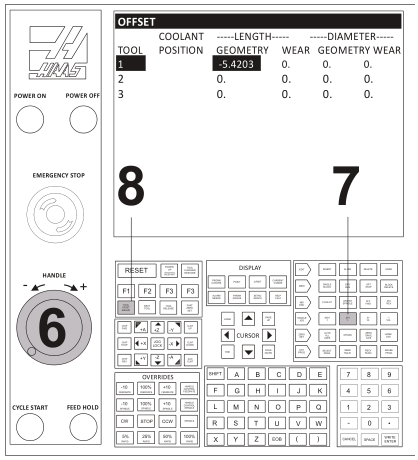
تنظیم افست طول ابزار (TLO)
| 1 | حالت Handle Jog: انتخاب کنید.
|
 |
| 2 | افزایش حرکت: 0.01
|
 |
| 3 | جهت حرکت: Z
|
 |
| توجه: برای استفاده از این روش، پارامتر 64 دستگاه (T OFS MEAS USES WORK) باید خاموش باشد.
|
||
| 4 | OFFSETS: انتخاب کنید.
|
 |
| 5 | فلش مکاننما: تراز کردن ابزار فعال.
|
 |
 |
||
| 6 | برای تنظیم طول ابزار، از بلوک 1-2-3 استفاده کنید.
|
 |
| 7 | افزایش Jog: 0.001
|
 |
| 8 | TOOL OFFSET MEASURE: انتخاب کنید.
|
 |
 |
||
| 9 | NEXT TOOL: انتخاب کنید.
|
 |
 |
||

نکات
- بین مراحل 8 و 9، هیچ دکمهای فشار ندهید؛ در غیر این صورت NEXT TOOL ابزار بعدی را بارگذاری نخواهد کرد.
- اگر باید دکمهای را فشار دهید و فرایند را متوقف کنید، با انتخاب ATC FWD و پس از آن HANDLE JOG، ابزار بعدی را بارگذاری کنید.
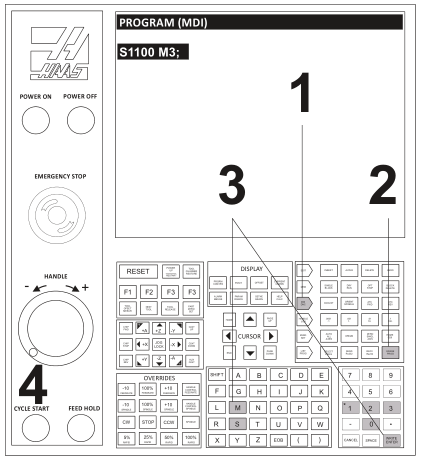
تنظیم افست XY نگهدارنده
| 1 | کلید MDI/DNC: انتخاب کنید. |  |
| 2 | ERASE PROG: انتخاب کنید (تا همه دستورات پاک شود.) |  |
| 3 | سرعت اسپیندل: S1100
|
 |
| 4 | CYCLE START: انتخاب کنید.
|
 |
 |
||
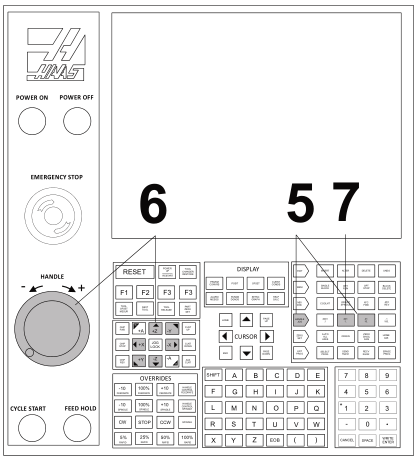
| 5 | Handle Jog: انتخاب کنید.
افزایش Jog: 0.01 |
 |
| 6 | حرکت دادن: به میزان نیاز.
|
 |
| 7 | افزایش Jog: 0.001
|
 |
 |
||
 |
||
| 8 | Jog Handle: بازگشت در Z.
|
 |
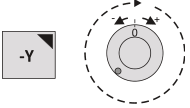
| 9 | Jog Handle: جهت Jog را روی +X بگذارید و دسته را یک دور کامل در جهت عقربههای ساعت بچرخانید.
|
 |
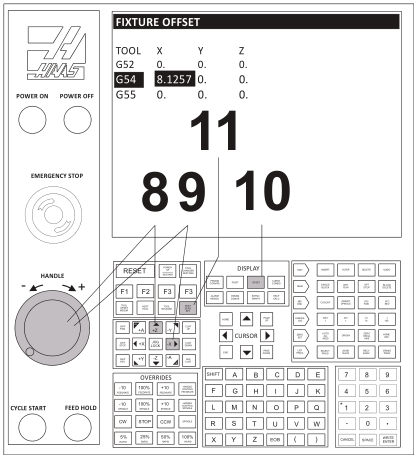
| 10 | OFFSET PAGE: انتخاب کنید.
|
 |
| 11 | Part Zero Set: انتخاب کنید.
|
 |
 |
||
نکات
|
||
| دستورهای زیر، مراحل 4 تا 10 را برای محور Y تکرار میکند. | ||
| 12 | Jog Handle: به میزان نیاز.
|
 |
| 13 | افزایش Jog: 0.001
|
 |
| 14 | Jog Handle: بازگشت در Z.
|
 |
| 15 | Jog Handle: جهت Jog را روی -Y بگذارید و دسته را یک دور کامل در جهت عقربههای ساعت بچرخانید.
|
 |
| 16 | OFFSET PAGE: از کلیدهای جهتی استفاده کنید تا G54 (یا هرچه که میخواهید برای افست نگهدارنده تنظیم کنید) مشخص شود. |  |
| 17 | Part Zero Set: انتخاب کنید.
این کار مقدار Y برای G54 را روی موقعیت فعلی اسپیندل تنظیم میکند. |
 |
| 18 | Spindle Stop: انتخاب کنید. | |
تنظیم افست Z نگهدارنده
| لیست بررسی | دکمهها | ||
| 1 | آماده سازی:
|
 |
|
| 2 | حالت MDI: انتخاب کنید.
|
 |
|
| 3 | دسته: به میزان نیاز.
|
 |
|
 |
|||
| توجه: برای استفاده از این روش، پارامتر 64 ماشین (T OFS MEAS USES WORK) باید خاموش باشد. | |||
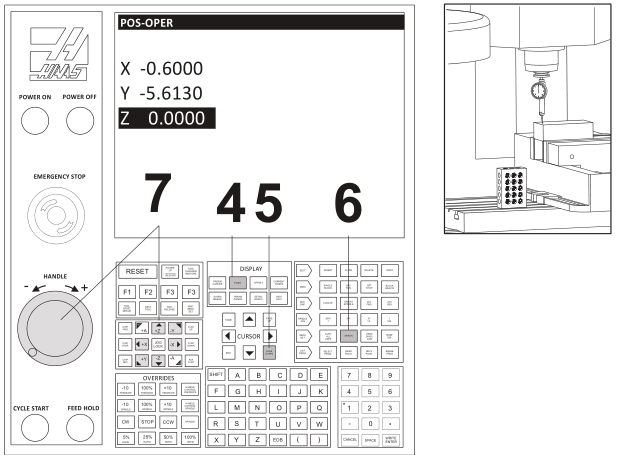
| 4 | دکمه POSIT: انتخاب کنید. |  |
|
| 5 | صفحه اپراتور: انتخاب کنید.
|
 |
|
| 6 | ORIGIN: تنظیم کنید.
|
 |
|
| 7 | دسته: به میزان نیاز.
|
 |
|
 |
|||
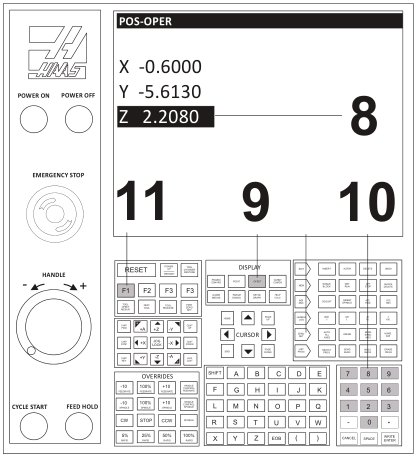
| 8 | مقدار Z اپراتور: بخوانید.
|
||
| 9 | صفحه Offset: مقدار Z برای G54 را تنظیم کنید.
|
 |
|
| 10 | صفحه کلید عددی: مقدار Z را وارد کنید.
|
 |
|
| 11 | دکمه F1: فشار دهید.
|
 |
|
 |
|||
| نکته
برای بریدن بخشی از رویه بالا به وسیله کم کردن مقدار بخش از مقدار Z افست، مبدا را با فاصله افزایشی از بالای قطعه، پایین بیاورید. |
مثال: برای تنظیم مبدا به 0.02-Z پایین بالای قطعه:
2.2080Z 0.020- 2.1880- |
||
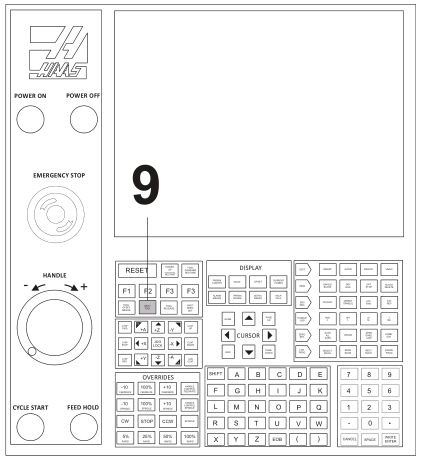
بارگذاری برنامه CNC
| لیست بررسی | دکمهها | |
| 1 | Memory: انتخاب کنید. |  |
| 2 | List Programs: انتخاب کنید. |  |
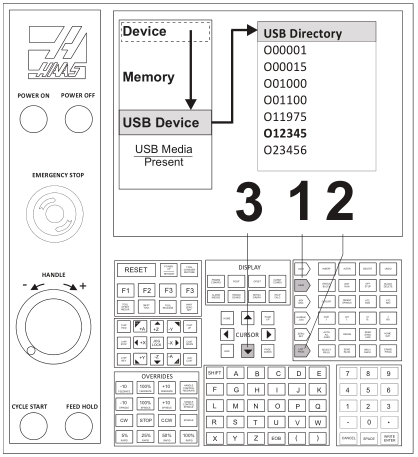
| 3 | USB Device: انتخاب کنید.
§ از فلش پایین برای مشخص کردن USB Device روی صفحه گرافیکی استفاده کنید. این کار لیست برنامه را برای نمایش فایلهای روی دستگاه USB تنظیم میکند. § دکمه F4 را انتخاب کنید. |
 |
 |
||
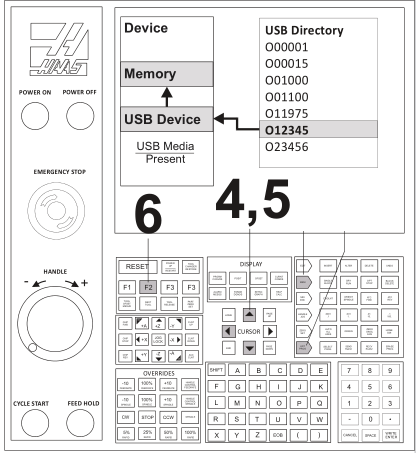
| 4 | نام برنامه: مشخص کنید.
§ با دکمه راست نوار تشخیص را بر روی لیست USB قرار دهید. § از کلید پایین برای مشخص کردن برنامه مورد نظر خواندن استفاده کنید. |
 |
| 5 | ذخیره بر روی دستگاه (مموری): انتخاب کنید.
§ کلید چپ و سپس بالا را فشار دهید تا نوار تشخیص را بر روی گزینه Memory در لیست دستگاهها قرار دهید. |
 |
| 6 | F2: انتخاب کنید.
§ دکمه F2 را فشار دهید تا برنامه، از USB به مموری کپی شود. § اگر برنامه از قبل وجود داشت، هنگاه اعلام جایگزینی، Y را انتخاب کنید. |
 |
 |
||
| توجه: تمام برنامهها باید با حرف «O» (ه با صفر) شروع شوند. نام برنامه باید یک عدد صحیح حداکثر پنچ رقمی باشد. عدد اعشاری، حروف یا کاراکترهای خاص مورد پذیرش نیست. | ||
اجرای برنامه CNC
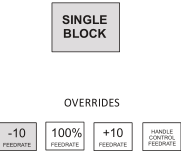
این حالت، فرایند پیش فرض برای اجرای برنامه CNC است. زمانی که برنامه تایید شد، تمام نرخهای فرو رفتن را میتوان روی 100% تنظیم کرد و حالت تک بلوکه را خاموش کرد.
| لیست بررسی | دکمهها | |
| 1 | پیش از شروع
§ مطمئن شوید که گیره یا نگهدارنده، امن است و مجموعه ایمنی دارید. § نباید احتمال عدم کارکرد مناسب در نگهداری کار وجود داشته باشد. § گیرهها را جدا کنید. § ناحیه کار را از هرگونه ابزار یا اشیای دیگر تمیز کنید. § درهای ماشین را ببندید. § حالت Single Block را روشن کنید. § دکمه Rapid Feedrate -10 را هشت بار فشار دهید تا نرخ فرورفتن سریع، 20% مقدار ماکزیمم شود. |
 |
| 2 | شروع
· یک دست را بر روی دکمه Feed Hold قرار داده و اماده باشید که در صورت بروز مشکل، آن را فشار دهید. · دکمه Cycle Start را فشار دهید.
|
 |
 |
||
توجه: یک خطای رایج، تنظیم غیرصحیح افست طول ابزار یا نگهدارنده است. در هنگام اجرای برنامه برای بار اول، ماشین را در حالت تک بلوکه تنظیم کنید. نرخ فرورفتن را به 25% کاهش داده و با دقت ادامه دهید. زمانی که ابزار در حال برش است، حالت تک بلوکه را خاموش کنید و بگذارید برنامه اجرا شود. ماشین را بدون اعلام رها نکنید. یک دست را روی دکمه Feed Hold قرار دهید. تشکیل براده را تماشا کرده و گوش دهید. آماده تنظیم نرخ فرورفتن به میزان مطلوب برش باشید.
تنظیم افستهای CDC
| عملیات ماشینکاری که از جبران قطر برش دهنده (CDC: G41/G42) استفاده میکنند، میتوانند به گونهای تنظیم شوند که سایش و انحراف ابزار را در نظر بگیرند. یکی از ویژگیهای قطعه را اندازه بگیرید و آن را با مقدار مطلوب مقایسه کنید. مقدار واقعی را از مقدار هدف کم کنید و تفاوت را در رجیستر CDC روی کنترل آن ابزار وارد کنید. برای مثال:
اندازه هدف: 1.0000 اندازه واقعی: 1.0120 مقدار سایش: 0.0120- مسیر ابزار، با میزان تفاوت جبران دهی خواهد شد. اجرای دوباره برنامه، قطعهای با اندازه دقیق هدف ایجاد خواهد کرد. |
||
| جبران سایش، تنها در مسیرهای خطی استفاده میشوند؛ نه برای مته کاری رویه، مته کاری سهبعدی یا دورههای مته. گزینه Wear Compensation را در CAD/CAM انتخاب کنید و در صورت نیاز، مقدار Tool Diameter Wear را آنگونه که در بالا نشان داده شد، تنظیم کنید. در هنگام استفاده، مقدار سایش همیشه منفی است.
همیشه Tool Diameter Geometry (هندسه قطر ابزار) را برای همه ابزارها روی صفر قرار دهید. زیرا CAD/CAM قطر ابزار را با برنامه ریزی مسیر خط مرکزی ابزار به حساب میآورد. |
||
| لیست بررسی | دکمهها | |
| 1 | صفحه Offset: انتخاب کنید. |  |
| 2 | تنظیم افست قطر
· از Pg Up/Dn استفاده کنید تا ابزار را برای تنظیم شدن مشخص کنید. · با استفاده از صفحه کلید عددی، مقدار موردنظر را وارد کنید. · انتخاب کنید. |
 |
 |
||
خاموش کردن CNC
| لیست بررسی | دکمهها | |
| 1 | ابزار را از اسپیندل جدا کنید:
· تعداد کاروسل ابزار خالی را وارد کنید. · ATC FWD را انتخاب کنید. |
 |
| 2 | ماشین را به جایی امن باشد حرکت دهید:
· Jog را انتخاب کنید. |
|
| 3 | دکمه خاموش کردن: فشار دهید. |  |
لیست بررسی پس از خاموش کردن:
|
||
توجه: تمیز کردن ماشین پس از هر استفاده، برای جلوگیری از خوردگی، تبلیغ محیط کار ایمن و به عنوان حسن نیت حرفهای بودن، مهم است. برای تمیز کردن، حداقل 15 الی 30 دقیقه در پایان هر روز وقت بگذارید. حداقل، تمام ابزارهای استفاده نشده را کنار بگذارید، ماشین را با خنککننده شستشو دهید، خنککننده باقی مانده را از روی میز پاک کنید، و براده جمع کن را اجرا کنید.